
NP500L Plus CE
NP Series
X/Y axes : 500 x 300 mm
U/V axes : 120 x 120 mm
Z axis : 310 mm
- Comply with TUV CE comformity, both safety and desired design with easy operation.
Specification
NP500L CE (Submerged Type)
Max. work piece size
850 x 550 x 300 mm
Wire diameter
0.15 - 0.3 mm
Max. work piece weight
600 kg
Number of axes controlled
XY axis linear motor, UV Z axis AC servo motor
Table travel of X Y
500 x 300 mm
Maximum taper angle
±26°/ 100mm with wide diamond guide and nozzle
U & V axis travel
120 x 120 mm
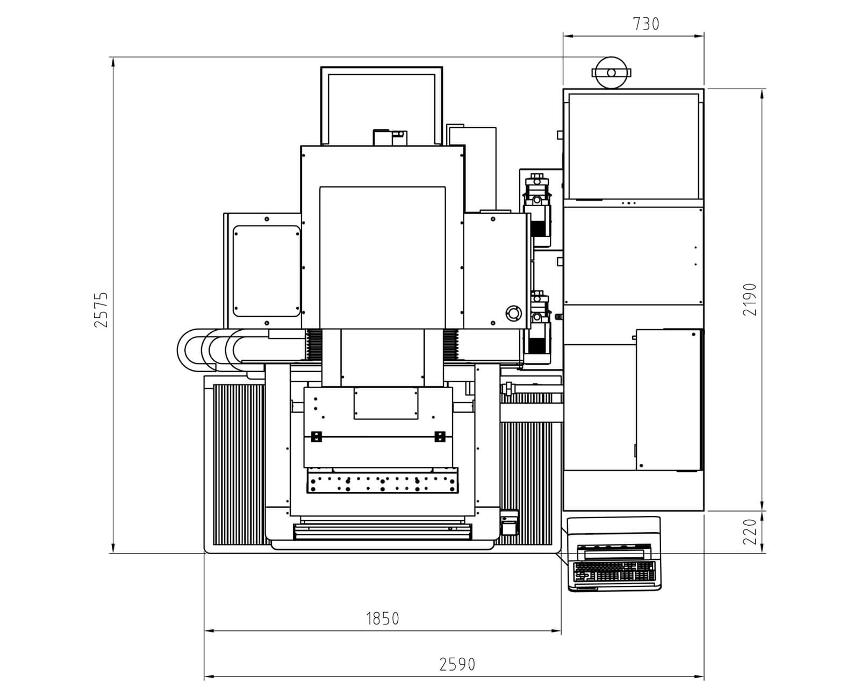
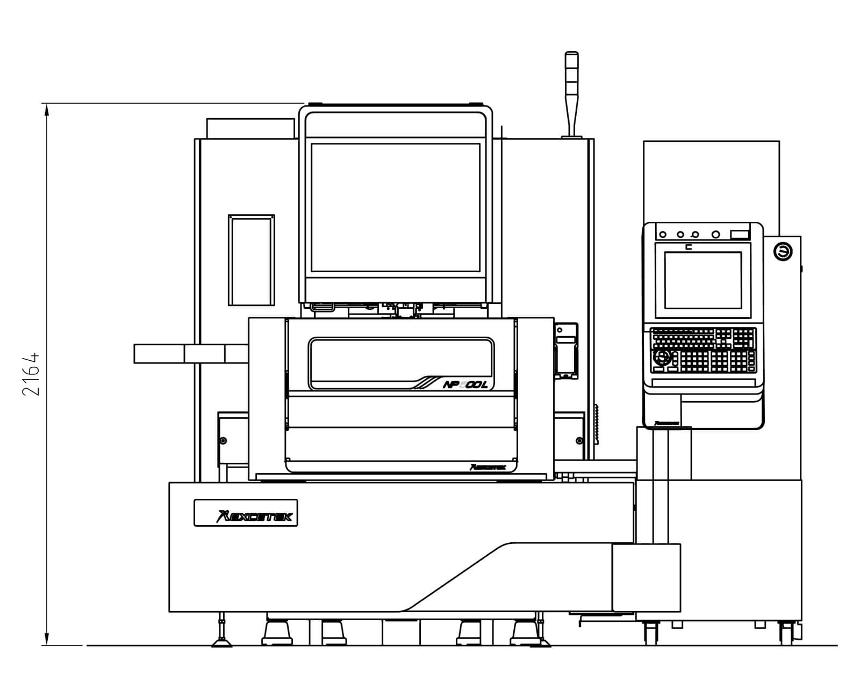
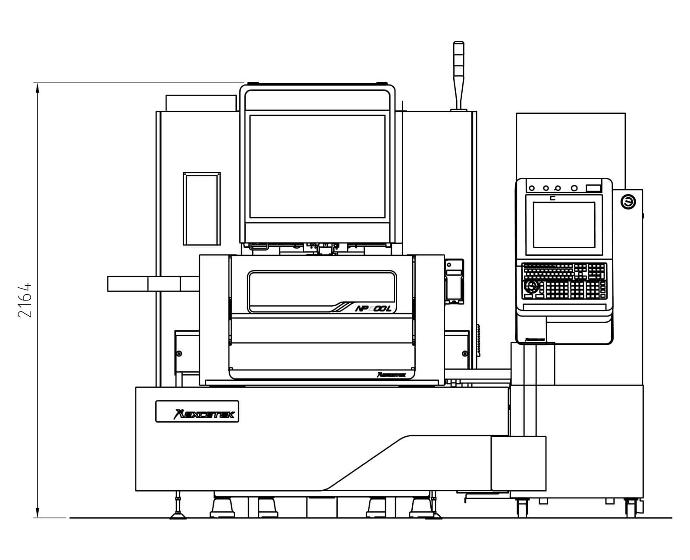
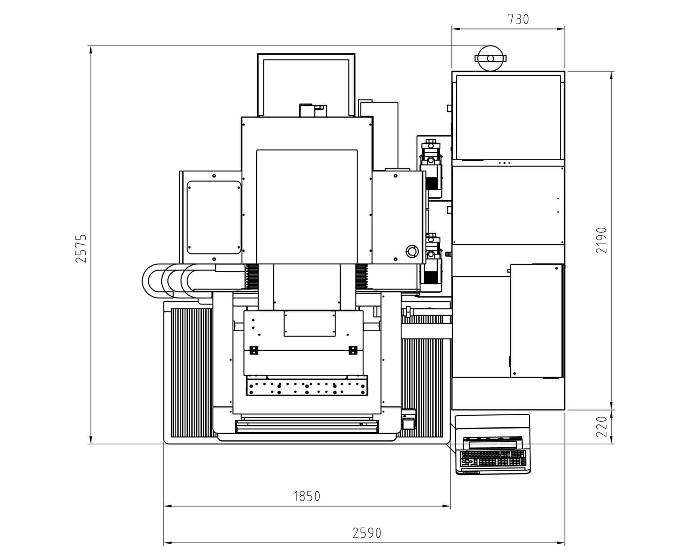
Machine dimensions
2590 x 2575 x 2165 mm
Z axis travel
310 mm
Machine weight
3350 kg
Dielectric Tank
Tank capacity
750 L
Deionzer
auto
Paper filter
2 / pcs
Chiller unit
auto
Features

High Precision
- Smart Corner Control, Stable Discharge processing, Super Finish Circuit (SFC) provide more accuracy.
Efficiency
- DPM module, Precision mark control, Electrolysis Free(EF) generator system.
Cost effective
- Intelligent access control, Reduce Wire Consumption, Economic concerned price.
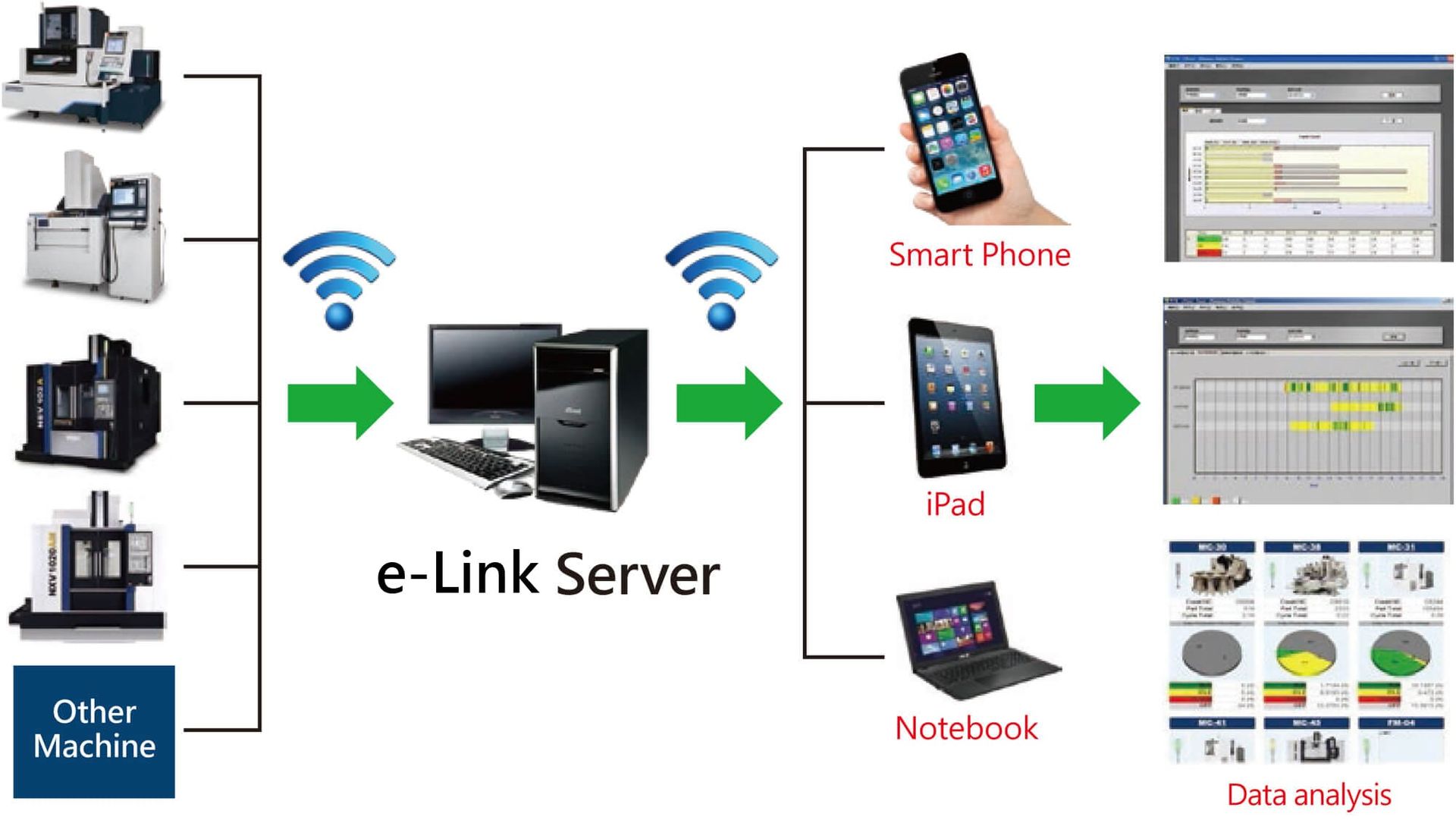
Intelligent Networking
- Remote monitor management, Controller connector, Portable device monitor.
Automation
- High speed Auto Wire Threading, Robo-arm transfer of Workpiece, Probe Auto Measurement and Correction
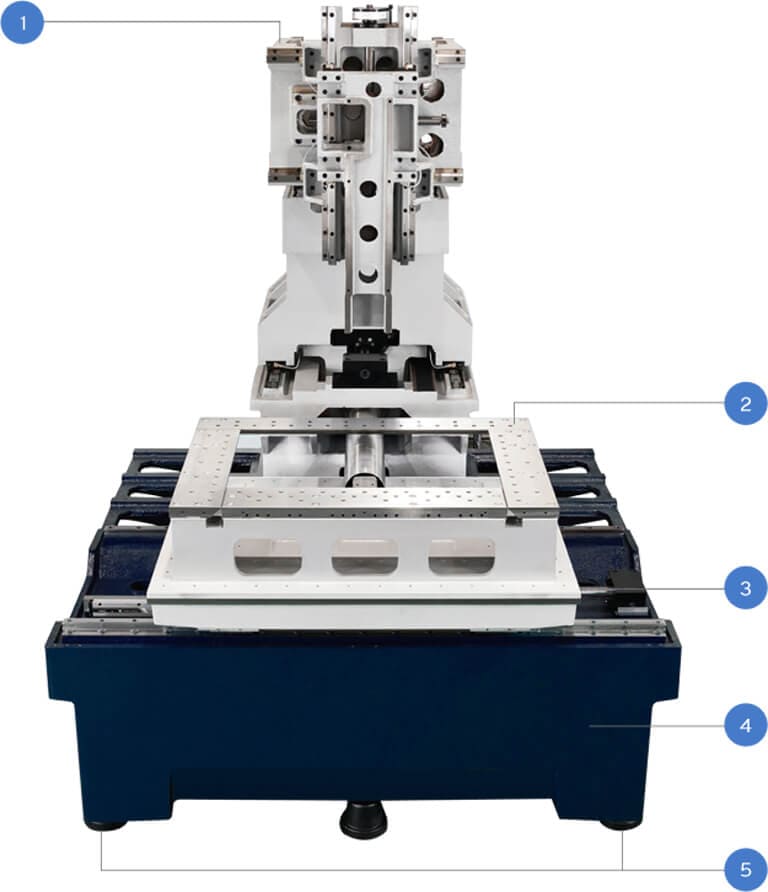
Machine feature
- Rigid U, V truss design
- Stainless steel worktable with hardness HRC 50°.
- Machine Casting is designed based on the FEA analysis for increasing the rigidity.
- Machine base with extra wide.
Linear Sheft Motor Driver System
MechanicalStructure
The machine provides the constant temperature for improving the accuracy while machining where the heat generated by the linear motor will affect the accuracy. The water circulation reduces the temperature generated by the linear electric motor from the magnetic field, with high thrust, high efficiency and low energy consumption.
Features such as a 0.1 μm high-resolution digital ruler and controller provide high-precision forming and ultra-fine finishing.
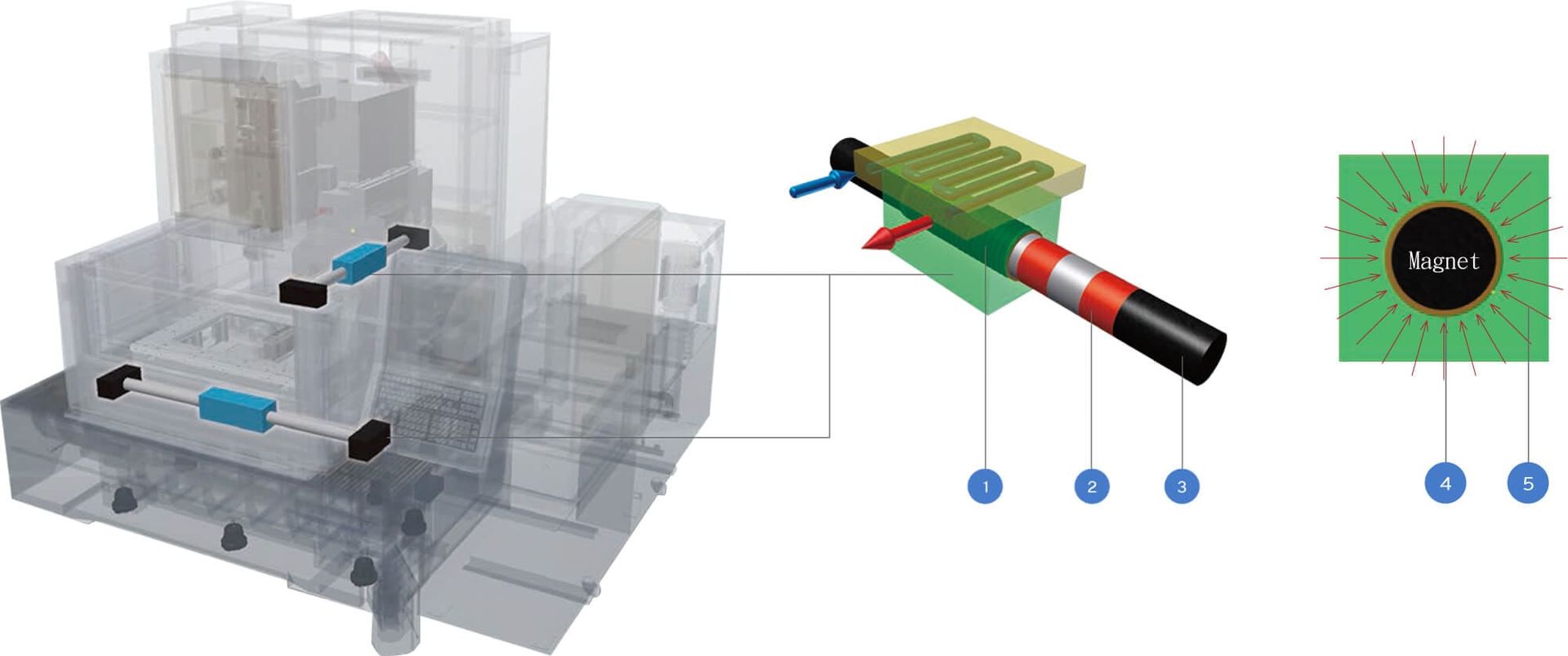
Coil
Magent
Shaft
Coil
Magnetic flux
Improved Operability
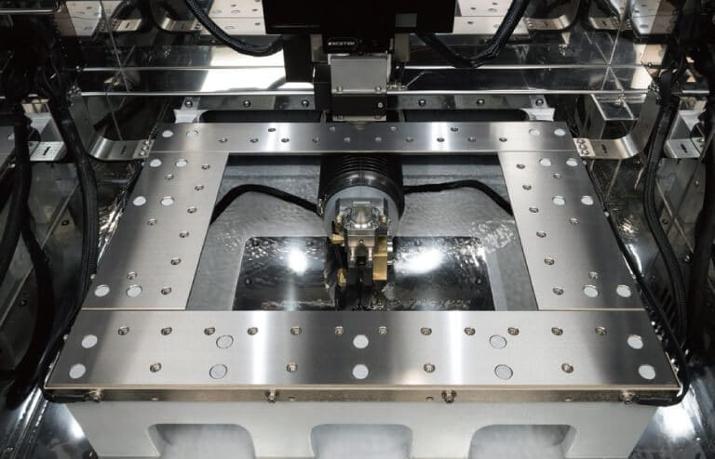
4-side Hardened Stainless Steel Table
- It has certified the standards of TUV Certification for safety and metal desired design.
- Power slider door design to save installation space and light operation
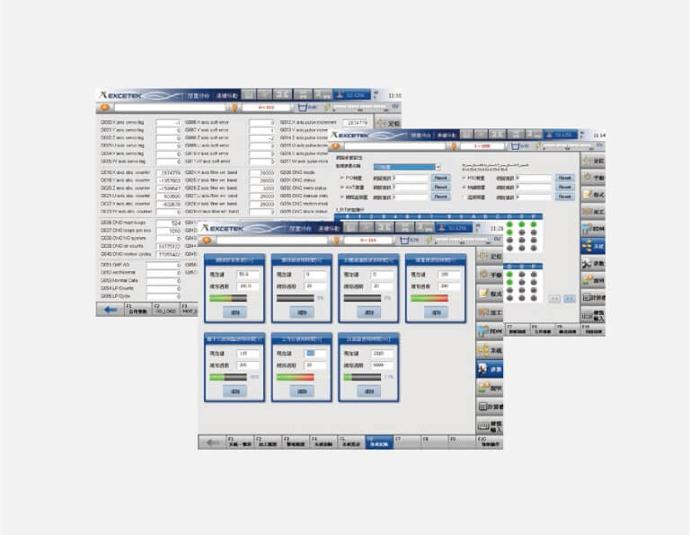
Graphical Interface
The HMI panel is easy to operate, using class leading ergonomic technology
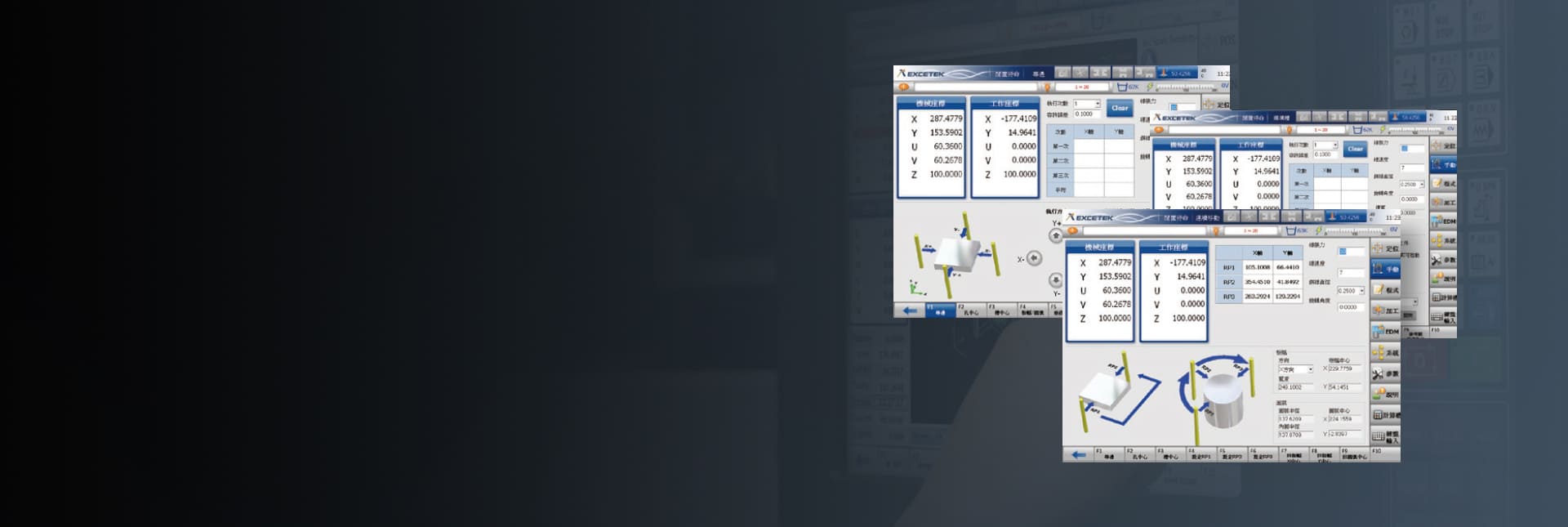
Intelligent Machining mode
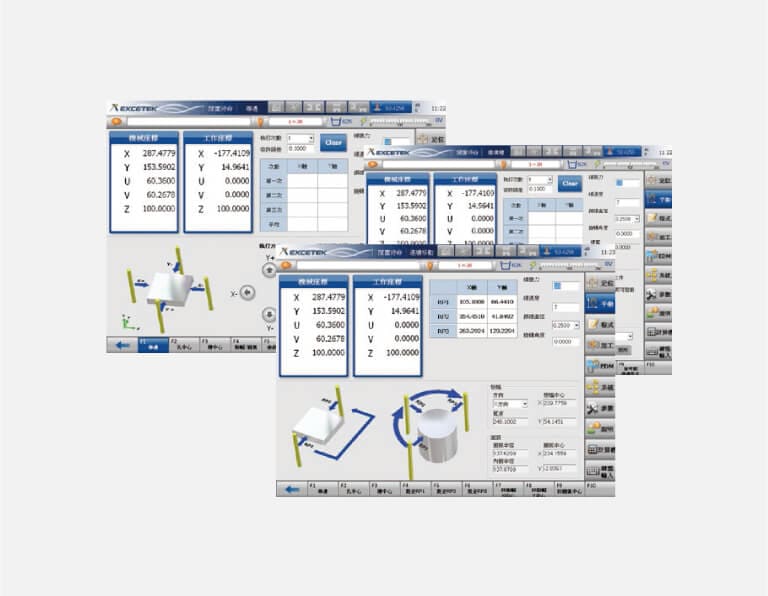
Workpiece postioning function
Maintenance and Diagnosis information
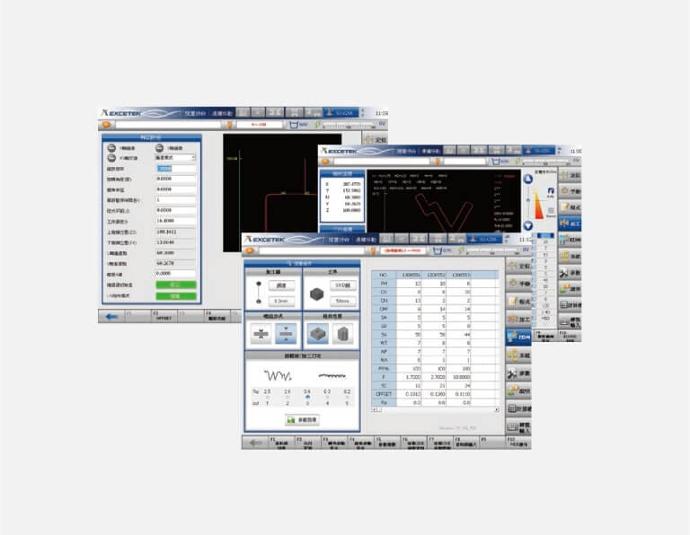
Technology data search function

Graphical interface
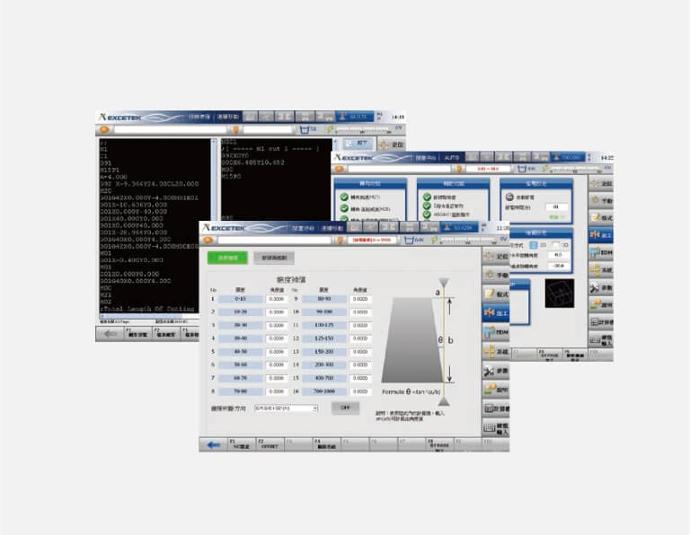
Useful function
Auto Wire Threading
200mm Submerge threading

200mm Submerge threading

400mm thickness threading in break point

High Speed Auto Wire Threading System
Workpiece thickness 100mm
- Wire annealing and cutting : 10 sec
- Threading : 10 sec
Reliable Auto Wire Threading system
In EXCETEK, AWT provides a sophisticated design which generates continuous unmanned operation for 24 hours. Unlike other systems it can thread from the point of the wire breakage or break point.
A water jet function enables the machine to thread workpieces up to 500mm.

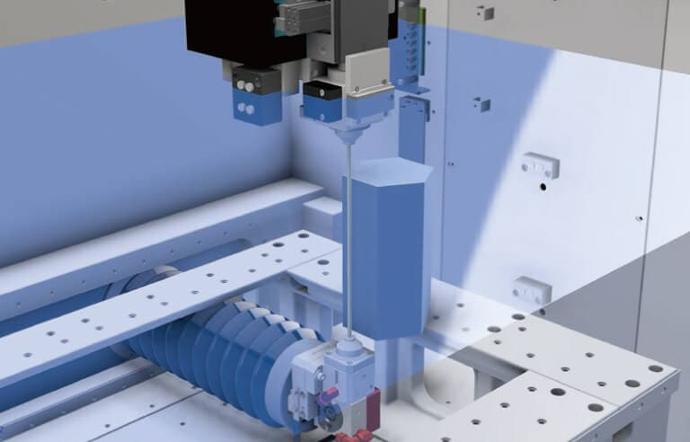
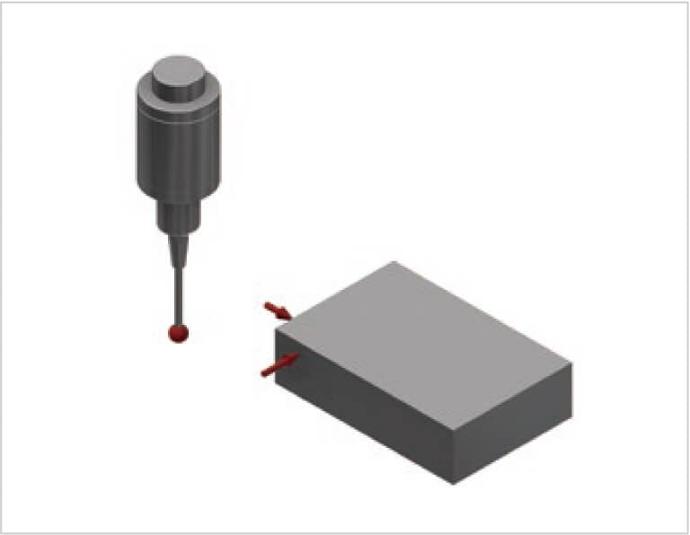
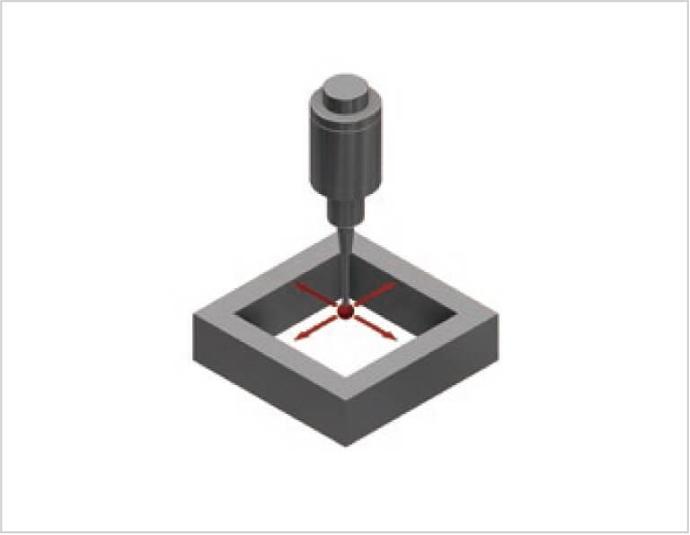
On-line measurement system
CBefore the machining, on-line measurement and calibration instead of the conventional one, significantly reduce the time to calibrate the workpiece. With the macro command the automatic measurement calibrates the reference point; enhance the machining accuracy. After machining, directly on-line measure the workpiece on the table; avoid the unexpected error from dismount/mount the workpiece.
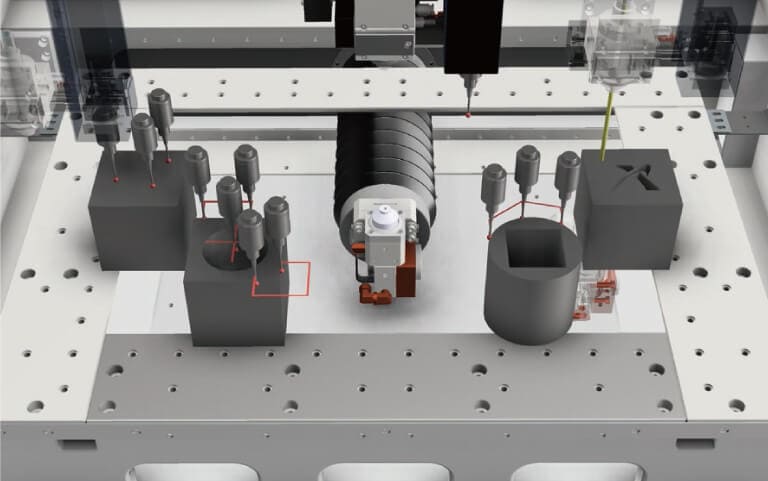
Multi-workpiece machining
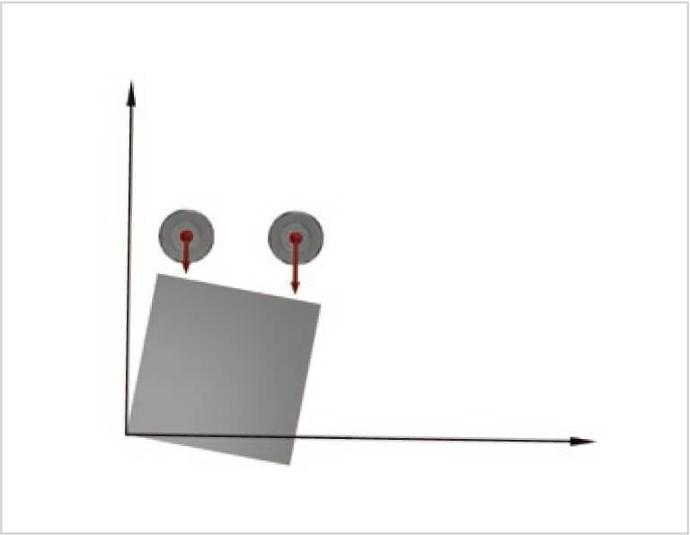
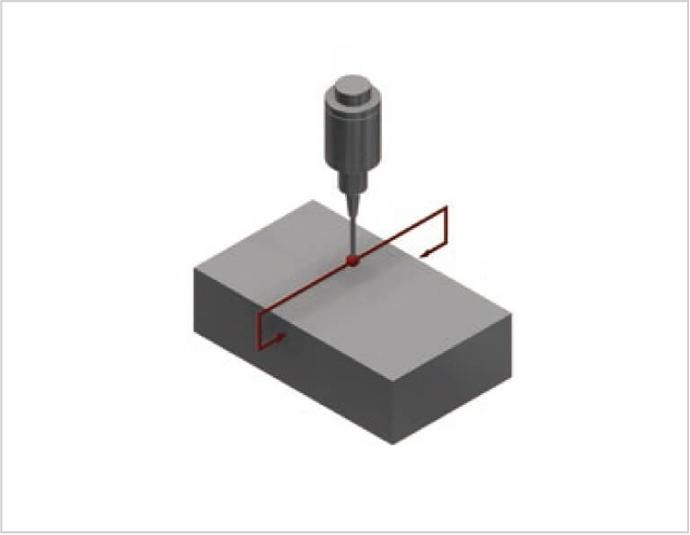
Automatic compensating the 3D flatness of workpiece.
Automatic compensating the parallelism of workpiece (AR)
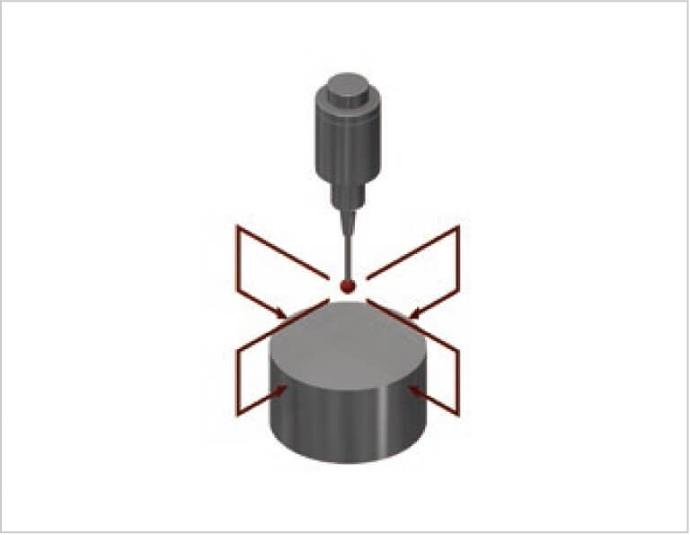
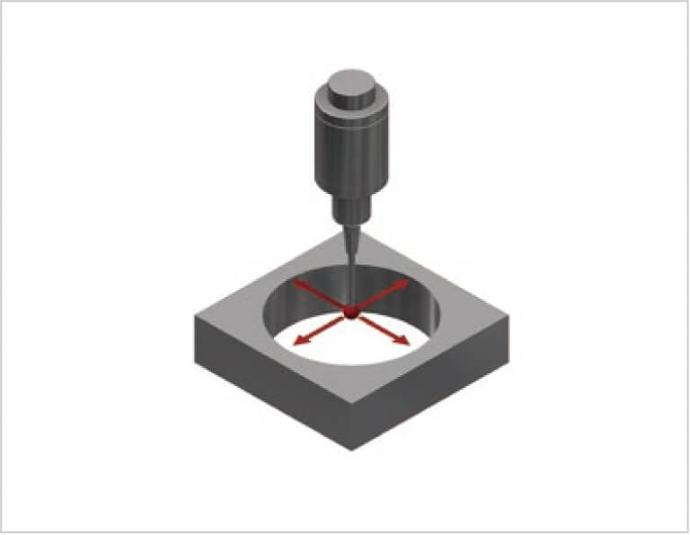
Automatic machining reference point measurement.
Processing AWT automatic wire threading
Go to the next workpiece to continue processing.
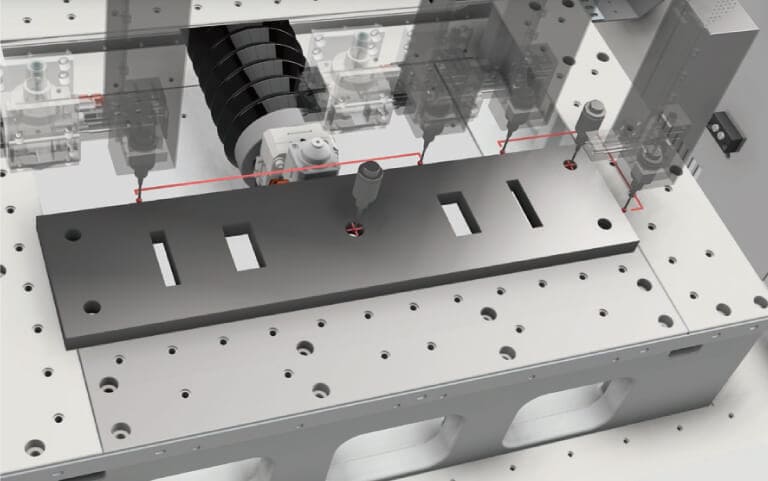
Processing automation
Automatic compensating the parallelism of workpiece (AR)
Automatically calibrate the reference point
Processing AWT automatic wire threading
Automatically measure the results after machining
Export the measurement report
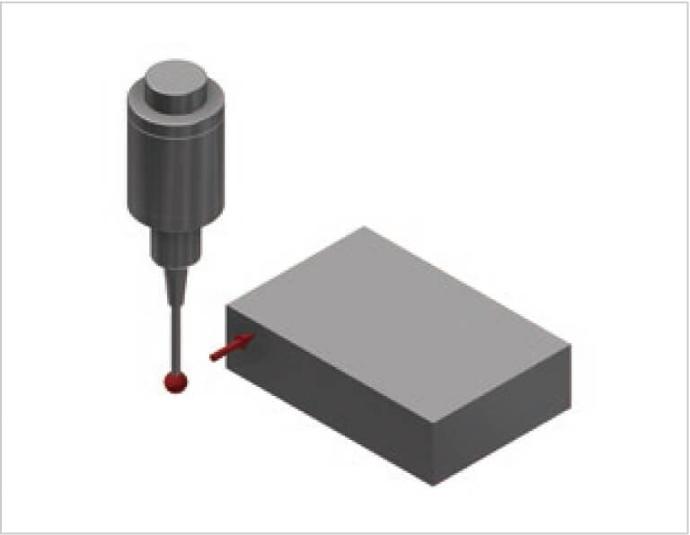
Automatic Measurement Application

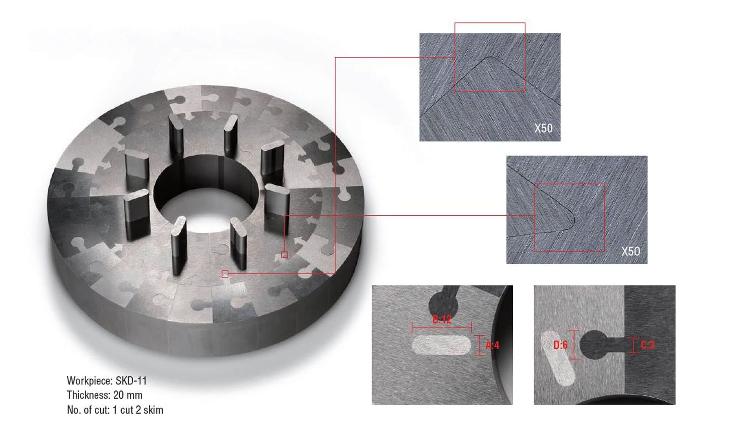
Cutting Technology
Type
|
Without control |
Using control |
A |
0 |
0 |
B | 0 ~ -2 µm | -8 ~ -10 µm |
C | 0 | 0 |
D | 0 ~ -2 µm | -8 ~ -10 µm |
Using automatic measurement system, you can be able to find the inclination measurement, AR correction and reference point. EXCETEK provide a probe to measure the accuracy and auto-calibrate the precision mold before machining which reduce the pre-processing time.
With macro instruction, it automatically measure and correct the reference point to improve the mold processing accuracy. After processing, the accuracy test is performed directly on the workbench, which saves the repeated disassembly time of the workpiece and avoid the processing errors caused by repeated disassembly.
Compensating the 3D flatness of workpiece automatically.
Compensating the Axis rotation of workpiece (AR) automatically.
Measuring the processing reference point Automatically.
It processes auto wire threading (AWT).
It automatically processes to next workpiece after completion of the working.
Accessory
Standard Accessories
XY axis linear scale
Brass wire x 1 spool
AWT
Clamping tool x 1 set
Ion exchange resin x 10L
Vertical alignment jig x 1 set
Paper filter x 2 pcs
Diamond guide x 2 pcs
Upper and lower flushing nozzle x 2 sets
Energizing plates x 2 pcs
Options
Clamping Beam
W-Axis
AVR 15KVA
Jumbo Feeder L-50A
Transformer 15KVA
Short Message Service (SMS)
Signal Tower
Remote Monitor System
Auto measurement system
Super Finish Circuit